Where to use ball valve
1.1. Pressure member definition: a part containing a flow that is released into the atmosphere upon failure
1.2. Categories:
- Carbon steel (casting, e.g. WCB; Forgings such as: A105)
- Stainless steel (casting: ZG022Cr18Ni10; Forging: 022Cr18Ni10)
- Steel for high temperature (425-800℃) valves (ZG15CrMo1V, F11, F22…)
- Low temperature (-29~-196 ℃) valve steel (LCB,LCC,LC1,LF2,LF3…..)
- Inner parts: refer to the inner parts of different types of valves such as sealing surface, valve stem, bushing and internal small parts
2.1.1 Soft sealing materials (soft materials and hard materials) are shown in the table below
| No | Name | Code | Applicable Temperature | Applicable Medium |
| 1 | Natural rubber | NR | ≤85 ℃ | salt, hydrochloric acid, water, wet chlorine… |
| 2 | Neoprene | CR | ≤85 ℃ | Animal and vegetable oil, inorganic lubricating oil…. |
| 3 | butyl rubber | IIR | ≤100 ℃ | anti-corrosion, anti-wear, most of the inorganic acid…. |
| 4 | nitrile rubber | NBR | ≤85 ℃ | Water, oil, waste liquid, etc |
| 5 | ethylene propylene rubber | EPDM | ≤120 ℃ | brine,40% boron water, 5-15% nitric acid and NaCl |
| 6 | Chlorosulfonated polyethylene synthetic rubber | CSM | ≤100 ℃ | good acid resistance |
| 7 | Silicon rubber | SI | ≤200 ℃ | high temperature resistance, low temperature, good electrical insulation, etc |
| 8 | Fluoride rubber | FPM | ≤200 ℃ | dielectric corrosion resistance is better than other rubber |
| 9 | Polytetrafluoroethylene | PTFE TFE | ≤150 ℃, | good cold resistance;The usual chemical solution |
| 10 | perfluoropropylene | FEP F46 | ≤150 ℃ | Chemical, light and weather resistance at high temperature |
| 11 | Meltable POLYtetrafluoethylene | PFA FS-4100 | ≤180 ℃ | Various concentrations of sulfuric acid, hydrofluoric acid, aqua aqua, strong alkali…. |
| 12 | Para polystyrene | ≤300 ℃ | basically with teflon | |
| 13 | Nylon | ≤80 ℃ | alkali resistance, ammonia |
2.1.2 Hard materials for sealing surface: there are many kinds, which can be roughly divided into: copper alloy, Babbitt alloy, alloy steel, stainless steel, Hartnett alloy, Monel, hard alloy, ceramics, WC, nickel-based alloy…
2.1.3 Surface treatment as sealing surface material
Surface treatment: hard chromium plating, chemical nickel phosphorus, surface nitriding and so on.
2.2 Stem materials:

Common stem materials:
Copper alloy: generally used in water, seawater, oxygen, etc.QA19-2,QA19-4,HMn58-2
Alloy steel: generally used for high temperature and high pressure valves.40 cr, 38 crmoal, ASTM 5140.
Stainless steel: generally used for corrosive medium, high and low temperature valves; Martensite and austenite main F6a,420,F304,F321,F316……
Heat resistant steel: generally used for high temperature valves F11(25CrMoV),F22(25Cr2Mo1V),
Precipitation hardened stainless steel: generally used in corrosive media and high pressure valves 17-4pH, 17-7pH
Low temperature steel: generally used for valves less than -29℃
- Sealing materials
3.1 Sealing material can be divided into: gasket and packing according to functions.
3.2 Gaskets: Ensure the sealing of connections between relevant parts in contact with the medium.
3.3 Packing: ensure the sealing of the shaft with relative movement.
- Bolting materials

4.1 The bolting material mainly refers to the bolts, nuts and other parts used to connect the valve parts.
4.2 Common bolt materials:
GB: 25, 40Cr, 42CrMo, 06Cr17Ni12Mo2
ASTM: ASTM A307 B, B7, B7M A193 B16, B8, B8M ASTM A320 L7
4.3 Common nut materials:
GB: 5, 8, 35CrMo, 06Cr18Ni10
ASTM: A194 2H, 2HM, 8, 8M, 8C, 4, 16
Part II of the material is formed
Valve parts Forming classification:
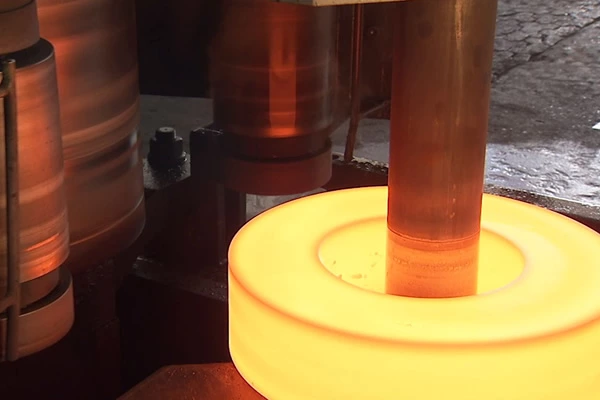
The main forming methods of valve parts are: forging, casting, etc. This part mainly describes forging
- Forging classification: mainly divided into free forging and die forging
- 1 Free exercise
Free forging is to place the heated metal billet between the top and bottom of the forging equipment to exert impact
A process in which a blank is directly plastic deformed by force or pressure, thereby obtaining the required forgings.
1.1.1 Classification: manual free forging, hammer free forging, hydraulic press free forging
1.1.2 Advantages: strong applicability, great flexibility, short cycle and the only method for large forgings
1.1.3 Disadvantages: low precision, large machining allowance, low efficiency and high labor intensity
- 2 die forging

Die forging is called model forging. It is formed by placing the heated blank in a die fixed to the die forging equipment.
1.2.1 Die forging equipment: In industrial production, hammer up die forging is mostly used
1.2.1.1 Steam-air hammer, tonnage ranging from 5KN to 300KN (0.5 ~ 30 t)
1.2.1.2 Hot die forging press commonly used for die forging on pressure machine, with tonnage ranging from 25000KN to 63000KN.
- 3 Forging ratio
Forging ratio: The ratio of the cross-sectional area of the metal billet before and after forging. The calculation method of forging ratio is different for different forging process.
- When drawing, the forging ratio is y=F0/F1 or Y =L1/L0
F0,L0 — the cross-sectional area and length of the ingot or billet before drawing;
F1,L0 — the cross-sectional area and length of the ingot or billet after drawing.
- Forging ratio during upsetting, also called upsetting ratio or compression ratio, whose value is y=F1/F0 or y=H0/H1
F0, H0 — the cross-sectional area and height of the ingot or billet before upsetting;
F1, H1 – Cross sectional area and height of steel ingot or billet after upsetting.
1 .4 Forging temperature

1.4.1 Initial forging temperature: The initial forging temperature shall be understood as the maximum allowable heating temperature of steel or alloy in the furnace.
1.4.2 Final forging temperature: the steel shall remain sufficiently plastic before the end of forging, and the forgings shall obtain recrystallization structure after forging.
1.4.3 Forging temperature of common materials (℃, for reference only):
| Material mark | Initial forging temperature | Finish forging temperature | Material mark | Initial forging temperature | Finish forging temperature | Material mark | Initial forging temperature | Finish forging temperature |
| A105 | 1200 | 800 | F304 | 1130 | 850 | F51 | 1200 | 900 |
| LF2 | 1200 | 800 | F304L | 1130 | 850 | F53 | 1200 | 900 |
| 1/2Cr13 | 1150 | 750 | F316 | 1200 | 850 | F55 | 1200 | 900 |
| 4130 | 1180 | 800 | F316L | 1200 | 850 | ….. | ||
| 4140 | 1150 | 850 | 17-4PH | 1200 | 900 | ….. |

Part III heat treatment
Heat treatment system of commonly used materials:
Carbon steel material: A105
1.1 Heat treatment system: normalizing and air cooling.
1.2 Metallographic structure general structure: pearlite + ferrite structure
Carbon steel material: LF2
2.1 Heat treatment system: quenching + tempering (tempering) (water cooling + air cooling).
2.2 General structure of metallographic structure: Sostenite structure
3:4130, 4140 low alloy steel
3.1 Heat treatment system: quenching + tempering (oil cooling + air cooling).
3.2 General structure of metallographic structure: Soxhlet structure
Martensitic stainless steel: F6a
4.1 Heat treatment system: quenching + tempering (or two tempering) (oil or air cooling + air cooling).
4.2 General structure of metallographic structure: Sostenitic structure
4.3 Description: F6a is divided into four grades, which are controlled by tempering temperature to ensure that the grade is reached
The mechanical properties of the corresponding grade are required.
Austenitic stainless steel material: 5 F316 F316L/F304 / F304L/F321….
5.1 Heat treatment system: solid solution treatment (water cooling).
5.2 General structure of metallographic structure: austenite structure
6 Duplex stainless steel: F51/F53/F55….
6.1 Heat treatment system: solid solution treatment (water cooling).
6.2 General structure of metallographic Structure: Austenite + ferrite structure (about half)
Part IV electroplating
Common electroplating types:

Common surface coating types: electroplated hard chrome, electroless plating
- Electroplated hard chrome:
1.1 General thickness of electroplated hard chromium: about 0.025mm
1.2 Characteristics of hard chromium electroplating: The thicker the coating, the less uniform the surface coating; The general hardness is 750~800HV;No current reaction and almost no coating in the depression; Such as the hole in the body of the ball and the junction of two end faces and end plane.
1.3 Relationship between heat treatment temperature and hardness: During heat treatment at 200 ° C, hardness begins to decline. Before 400 ° C, the hardness drops very little. During heat treatment at 600 ° C, the hardness drops by 50% and 70% at 980 ° C.Therefore, under 400 ℃ heat treatment, basically maintain the original hardness.
- Electroless nickel-phosphorus plating (ASTM B733) :
- 1 Classification by coating alloy type:
Class I: P no requirement
Class II: Lower phosphorus (1~3%)
Class III: Low phosphorus (2~4%P) : Plating hardness 620-750HK
Class IV: medium phosphorus (5-9% P) : widely used in wear resistance and corrosion resistance occasions
V: high phosphorus (> 10%) : excellent salt spray and acid resistance on various occasions. Coatings with phosphorus content greater than 11.2% are considered magnetic.
2.2 Classification according to thickness usage conditions:
SC0 0.1 m — Minimum conditions SC1 5 m — Conditions for light load
SC2 13 m — Moderate conditions SC3 25 m — moderate conditions
SC4 75 m — Severe conditions of use
- 3 Classification according to post-plating heat treatment:
Class 1 — Deposited, no heat treatment
Class 2 — Minimum hardness of 850HK produced by heat treatment at 260~400 ℃
Class 3 — Heat treatment at 180~200 ℃ for 2~4 hours to improve the coating adhesion of steel and prepare for the elimination of hydrogen embrittlement.
Class 4 — Increase the adhesion (binding force) of aluminum alloy and carburized steel by heat treatment for more than 1 hour at 120~130 ℃.
Class 5 — Improve the adhesion of coating of aluminum, non-aging hardening aluminum alloy, copper and copper alloy at 140~150 ℃ for more than 1 hour.
Note: The hardness requirement of ball heat treatment is generally recommended for customers to choose between 500~650HV or 600~850HV or 850HV above.
- 4 Component analysis:

Or analytical methods: The phosphorus content composition can be determined by atomic absorption, radiation or X-ray fluorescence spectrophotometry
- 5 Thickness detection:
Methods: Mechanical measuring method, microscope method, magnetic induction instrument method, backscatterer method, micrometer method, weighing, plating,
Weighing method, electric quantity measurement method, X – ray spectrometric method.
- 6 Adhesion test: Adhesion test methods: bending test, impact test, hot punching test, etc
- 7 Hardness test:
Hardness testing with micro Vickers hardness or micro Nuop hardness tester.
- 8 Porosity detection:
Rust agent test: 25g potassium ferricyanide +15g sodium chloride +1 l distilled water solution test
2.8.2 Boiling water test for iron base: refer to B733 for details
2.8.3 Test of aerated water in iron base: refer to B733 for details
- 9 Point corrosion resistance test: Acetate mist test according to ASTM G85